Обзор огнезащитных средств строительных конструкций
По данным Федеральной службы государственной статистики, ежегодно в России происходит более 250 тысяч пожаров. В результате огонь уносит тысячи жизней, уничтожает строения, оборудование и материальные ценности. Одним из эффективных способов снижения уровня воздействия опасных факторов на здоровье людей, а также ущерба от пожара и его последствий является огнезащита строительных конструкций.
Для огнезащиты строительных конструкций используют как конструктивные способы (обето-нирование, оштукатуривание, обкладка кирпичом, облицовка объекта огнезащиты минераловатными плитами и подобными по своим характеристикам материалами), так и способ нанесения непосредственно на поверхность объекта огнезащитных покрытий (окраска, обмазка, напыление и т.п.). Большую популярность приобрел сегодня комбинированный (композиционный) способ, рационально сочетающий различные методы.
При выборе последних двух способов огнезащиты необходимо учитывать следующие требования:
1) устойчивость к внешним воздействиям при монтаже и эксплуатации (случайным ударам, колебаниям температуры и влажности атмосферы и т.п.);
2) отсутствие токсичных выделений при эксплуатации, а также аллергического действия на людей;
3) небольшой вес;
4) ожидаемый срок эксплуатации;
5) возможность восстановления в зависимости от условий эксплуатации;
6) наличие надлежащих защитно-декоративных качеств.
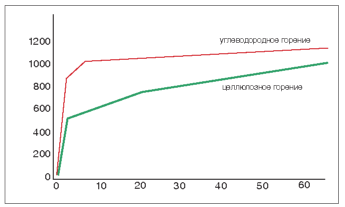
Также необходимо учитывать тип горения — целлюлозный или углеводородный.
Углеводородный пожар возникает в случае горения нефти или продуктов на ее основе (бензин, дизель, мазут и т.д.). Целлюлозный пожар возникает при горении дерева, бумаги и материалов на их основе.
Отличие этих двух типов горения можно показать графиком зависимости температуры от времени. Кривую, обозначающую целлюлозное горение, еще называют стандартной кривой горения. Как видно из графика, углеводородный сценарий развития пожара кардинально отличается от целлюлозного пожара: температурный скачок гораздо резче и температурное воздействие выше. Тип горения — очень важный критерий, так как покрытие, разработанное для целлюлозного горения, может не сработать при углеводородном пожаре.
Красящие огнезащитные составы делятся на две большие группы: вспучивающиеся и невспучивающиеся. Первая группа красок при возникновении пожара не увеличивается в объеме, а вспучивающиеся увеличиваются в 10-40 раз в зависимости от конкретного типа состава. При возникновении пожара в огнезащитной краске начинается химическая реакция, при которой она разлагается с поглощением большого количества тепла, параллельно этому выделяются негорючие газы, которые создают объем закоксованной пены, предохраняющей находящиеся под ней поверхности от нагрева и возгорания. Таким образом, вспучивающиеся огнезащитные краски защищают поверхность от опасного прогрева и сохраняют прочностные свойства несущих конструкций в течение достаточного для ликвидации возгорания времени.
Огнезащитные покрытия отличаются от других декоративных и противокоррозионных покрытий функциональным назначением — противодействием высокотемпературному воздействию в случае пожара, что требует от них особых физико-химических свойств. В остальном огнезащитные лакокрасочные материалы (ЛКМ) и покрытия (ЛКП) характеризуются такими же физическими свойствами, что и традиционные ЛКМ, правда, с величинами, диктуемыми их спецификой, например, большей толщиной по сравнению с традиционными ЛКП, что отражается в их реологических свойствах и расходных характеристиках.
Один из самых популярных видов огнезащитных покрытий металлоконструкций, получивших широкое применение в настоящее время, — вспучивающиеся краски. Нанесенные на защищаемую поверхность конструкций, при высоких температурах они образуют теплоизолирующий защитный слой, который обеспечивает эффективную огнезащиту — замедляет процесс прогрева конструкции до критического значения (500 °С). Тем самым увеличивается предел огнестойкости конструкции до требуемых (нормируемых) значений. Вспучивающиеся огнезащитные покрытия в свою очередь можно разделить на тонкослойные однокомпонентные покрытия и толстослойные двухкомпонентные эпоксидные покрытия.Толстослойные эпоксидные покрытия применяются для защиты от любого типа пожара — и целлюлозного, и углеводородного. Так как эпоксид обладает очень высокой стойкостью к практически любому химическому воздействию, то данный тип продукта к своим огнезащитным характеристикам добавляет еще высокий уровень антикоррозионной защиты.
Полный перечень необходимой и достаточной информации для оценки и анализа технологических и эксплуатационных свойств огнезащитного вспенивающегося материала и качественного выполнения окрасочных работ, который должен быть представлен изготовителем материала, включает следующие характеристики:
1. Реологические свойства лакокрасочного материала:
- вязкость при высокой скорости сдвига (ПаХс);
- статический предел текучести (г/100см2);
- рекомендуемая толщина слоя (мокрого или сухого) при нанесении на вертикальную поверхность (мкм или мм).
- удельный расход (кг/м2);
- толщина сухого слоя при данном расходе (мм);
- плотность жидкой краски (г/см3);
- сухой остаток краски в массовых долях.
- предельное время (30, 45, 60... минут или номера групп огнезащитной эффективности), обеспечивающая предельное время толщина сухого покрытия (мм), и приведенная толщина металла (номер колонны) испытуемой конструкции;
- коэффициент вспенивания (относительные единицы);
- термограмма нагрева стальной колонны, защищенной данным покрытием, в натурных (сертификационных) испытаниях по НПБ 236 или ГОСТ Р53295;
- толщинная огнезащитная эффективность (мин/мм1/2);
- зависимость толщины покрытия от приведенной толщины металла.
- условия эксплуатации;
- долговечность (годы).
Из реологических характеристик применительно к технологии нанесения ЛКМ на поверхность изделия и формирования покрытия важны вязкость и предел текучести. Реологические свойства ЛКМ обеспечивают технологичность последних при нанесении на поверхность защищаемого изделия и качество высыхающего слоя. Слишком высокая вязкость может сопровождаться сморщиванием красочного слоя при сушке, образованием «апельсиновой корки», шагрени или глубоких одиночных трещин. Слишком низкая вязкость может быть причиной образования на поверхности красочного слоя наплывов и потеков.
Вязкость (или внутреннее трение) — свойство текучих тел оказывать сопротивление течению (перемещению одной их части относительно другой) под действием внешних сил. Различают динамическую вязкость (единицы измерения; пуаз (П); ПаХс; 1 ПаХс = 100 сП) и кинематическую вязкость (единицы измерения: стокс, мл/с).
Кинематическая вязкость может быть получена как отношение динамической вязкости к плотности вещества и своим происхождением обязана классическим методам измерения вязкости, таким как измерение времени вытекания заданного объема через калиброванное отверстие под действием силы тяжести. Жидкости, для которых вязкость не зависит от скорости деформации, называют ньютоновскими. Если вязкость зависит от скорости деформации, такие жидкости относят к неньютоновским. Среди неньютоновских жидкостей по зависимости вязкости от скорости деформации различают псевдопластики (вязкость убывает с увеличением скорости сдвига) и дилатантные (вязкость возрастает с увеличением скорости сдвига) жидкости. Если вязкость уменьшается при механическом воздействии и возрастает при снижении воздействия, жидкость называется тиксотропной. Для неньютоновских жидкостей методика измерения вязкости имеет первостепенное значение.
Огнезащитные вспенивающиеся материалы — типичные неньютоновские, как правило, тиксотропные псевдопластичные жидкости с достаточно высокой вязкостью даже при высоких скоростях сдвига. Такие реологические характеристики огнезащитной краски позволяют наносить толстые слои за один проход, что весьма важно для толстослойных (в сравнении с другими ЛКМ) покрытий.
Вязкость огнезащитных вспенивающихся материалов определяют согласно ГОСТ 25 276-82 с помощью ротационных вискозиметров при определенной скорости сдвига. В силу неньютоновского поведения огнезащитных красок применение вискозиметров типа воронки (ГОСТ 8420-74) некорректно (указанный метод предназначен для ньютоновских жидкостей), да фактически и невозможно в силу высокой вязкости огнезащитных материалов при малых скоростях сдвига.
Оптимальная величина динамической вязкости огнезащитных вспенивающихся красок при нормальных лабораторных условиях и скорости сдвига 100 с-1 может лежать в интервале 14-32 ПаХс. Вообще говоря, возможны значения вязкости, меньше указанной нижней границы диапазона, важно чтобы величина вязкости лежала в пределах диапазона вязкости, рекомендуемого для используемой установки для нанесения краски (краскопульта).
Для огнезащитных красок из реологических характеристик также важен статический предел текучести, характеризующий сопротивление краски сдвигу и указывающий на количество краски, не стекающей под собственным весом на вертикально ориентированной стальной поверхности. В отличие от традиционных ЛКМ, для которых общая толщина сухого покрытия составляет порядка 100 мкм, а толщина одного мокрого слоя — обычно 10-30 мкм, огнезащитные покрытия являются толстослойными (1 мм и более), и поэтому для уменьшения числа проходов (числа наносимых слоев) удобно наносить слои толщиной, например, 300 мкм. Предел текучести удобно выражать через массу краски, нанесенную на поверхность определенной площади, например, в г/100 см2, или массу, отнесенную к единице площади, — г/см2. Предел текучести также может выражаться через толщину либо сухого, либо мокрого слоя в мкм, мм или см. Этот показатель косвенно зависит от динамической вязкости, в большей степени он обусловлен тиксотропией краски и/или степенью неньютоново-сти ее течения. Типичные значения предела текучести для ряда материалов, полученные нами, представлены в таблице. Видно, что у современных составов он изменяется в достаточно широких пределах: так, толщина высохшего индивидуального слоя может составлять от 0,2 до 3,4 мм.
Каковы оптимальные значения предела текучести для огнезащитных ЛКМ? Широко распространено мнение: чем больше, тем лучше. С точки зрения чисто технологической, действительно, удобно получить покрытие большой толщины за один проход, а не наносить несколько слоев. Но с точки зрения структуры сухого покрытия это не совсем так: в высоконаполненных огнезащитных составах с малым количеством пленкообразователя при высыхании неизбежно образуются многочисленные сквозные поры (как в органо-, так и в водоразбавляемых материалах), способствующие более быстрому прогреву покрытия по порам на значительную глубину, что не может не ухудшать предельного времени нагрева. Нанесение материала в несколько слоев позволяет прерывать формирующиеся сквозные поры на границах слоев. Наличие сквозных пор более всего должно сказаться на первом участке термограммы нагрева исходного покрытия и менее на втором эндотермическом участке. На третьем участке термограммы нагрева, где термосопротивление обеспечивает пенококс, технология формирования покрытия роли не играет. Потери в предельном времени при сокращении числа слоев сравнительно невелики: по нашим экспериментальным оценкам, сухое покрытие толщиной в 1 мм, нанесенное в два слоя, теряет по сравнению с многослойным (8 слоев) до 10% во времени.
Характеристики предела текучести огнезащитных лакокрасочных материалов (23 °С)
|
Обозна чение матери ала |
Предел текучести краски, г/100 см2 |
Масса высохшего слоя, г |
Толщина высохшего слоя, мм |
|
№1 |
4 |
2,2 |
0,18 |
|
№2 |
10 |
8,1 |
0,52 |
|
№3 |
28,5 |
19,5 |
1,4 |
|
№4 |
33 |
23,6 |
1,8 |
|
№5 |
50 |
36,2 |
3,4 |
В связи с вышеизложенным можно считать, что оптимальные значения предела текучести лежат в диапазоне от 4 г/100 см2 до 10 г/100 см2, что по толщине высохшего слоя составляет от 0,18 до 0,50 мм. Этот диапазон не означает, что краски с более высоким показателем предела текучести хуже. Это означает только, что не следует слишком эксплуатировать возможности краски и формировать покрытие за два и, тем более, за один проход. Нанося три, четыре, пять и более слоев можно получить замкнутые поры и сократить протяженность сквозных пор, а значит, и глубину проникновения тепла при нагреве покрытия. Это относится и к толстослойным, и к тонкослойным (по меркам огнезащиты) покрытиям.
Соответственно, толщину высохшего одинарного слоя можно рекомендовать около 0,15 мм при общей толщине покрытия до 0,5 мм и 0,30-0,35 мм — при общей толщине покрытия порядка 1 мм и более.
Плотность ЛКМ — масса вещества единичного объема — определяет расход материалов (и величину дополнительной нагрузки на защищаемые конструкции). В пожарных сертификатах часто приводится не толщина покрытия, а расход материалов, так что расход наряду с предельным временем является показателем конкурентоспособности материала. Плотность ЛКМ можно определить по ГОСТ 28 513-90, а плотность сухого покрытия
— по ГОСТ 15 139-69 методом обмера и взвешивания.
Плотность сухих вспенивающихся покрытий может принимать значения в интервале примерно от 1,0 до 1,6 г/см3. Типичные значения плотности или, точнее сказать, характерные для высокоэффективных в огнезащитном отношении составов обычно располагаются в диапазоне от 1,25 до 1,60 г/см3. Это связано с тем, что в сухом остатке красок на основе фосфат-аммоний-меламин-углево-дородных композиций количество пленкообразователя составляет от 20 до 40% масс. при плотности от 0,9 до 1,2 г/см3. Количество вспенивающейся фазы составляет от 60 до 80% масс., при этом большая часть компонентов, включая диоксид титана (ПФА, пентаэритрит), имеют плотность 1,5 г/см3 и выше.
Способы уменьшения плотности огнезащитных красок известны: в основном это использование в составе краски веществ с малой плотностью и низким коэффициентом теплопроводности (например, это вещества типа вспученного перлита).
Определение толщины сухого слоя выполняют по ГОСТ Р 51 694-2000, а сухой остаток — по ГОСТ Р 52 4872005. Величина сухого остатка, или количество нелетучего вещества красок, может лежать в диапазоне от 0,55 до 0,81 масс. долей (55-81% масс.). Чем выше сухой остаток, тем меньше количество летучих компонентов удаляется из покрытия при высыхании, тем меньше расход краски. В то же время количество жидких компонентов в краске или улетучивающихся компонентов в покрытии определяет пластичность краски, поэтому высокое содержание жидких компонентов делает краску слишком жидкой, а слишком низкое содержание жидких компонентов в материале лишает его типичных для ЛКМ реологических свойств и может потребовать изменения технологии нанесения (шпатель, торкретирование).
Для красок с полифосфатом аммония (ПФА) важно следующее. ПФА, по нашим данным, может связывать до 50% масс. воды по отношению к своему весу, а это значит, что если в сухом составе содержится 30% ПФА, то при добавлении в состав воды 15% масс. последняя будет связана ПФА, а связанная вода практически не будет влиять на реологию краски. На нее будет влиять свободная вода, в данном примере — эта вся та, что превышает связанные 15%. Другими словами, сухой остаток не может быть равен 85% и выше. Типичные значения сухого остатка большого числа общеизвестных огнезащитных красок лежат в диапазоне 0,66-0,75 масс. долей, эти значения можно считать оптимальными.
Удельный расход (Р) ЛКМ складывается из вышеперечисленных параметров:
Р = Мк/S = Мсо/Sw = draXh/w, здесь М — масса краски, нанесенной на поверхность площадью S, w — сухой остаток, Мсо — масса сухого остатка (покрытия), do — удельный вес сухого остатка (покрытия), h — толщина сухого покрытия.
Если представить удельный вес и толщину покрытия в привычных для лакокрасочников размерностях (в г/см3 и мм), а сухой остаток в массовых долях, то получится выражение для расхода в кг/м2:
[гХм/см3] = [10'3кгХ10'3м/10'6м3] = [кг/м2] .
Это уравнение позволяет рассчитать так называемый теоретический расход краски без учета технологических потерь (распыл, пролив, остаток в емкостях, шлангах и т.п.). Технологические потери обычно составляют 10-20%, но могут достигать и 50%. Технологические потери нормируют отдельно применительно к конкретным изделиям и используемому технологическому оборудованию.
В пожарных сертификатах подчас указывают не толщину сухого слоя, а теоретический расход материалов без указания последнего. Поскольку параметры, определяющие расход, взаимосвязаны, если в технической документации указаны все четыре параметра, легко проверить наличие или отсутствие лукавства в данных. Несоответствие в расходных данных может означать, что и другие показатели материала, например характеризующие огнезащитную способность, могут быть поправлены, естественно, в лучшую сторону.
Огнезащитные свойства вспенивающихся ЛКП характеризуют огнезащитной эффективностью — сравнительным показателем — временем в минутах от начала огневого испытания до достижения предельного состояния — критической температуры (500 °С) стандартного образца стальной конструкции с огнезащитным покрытием. В общем случае применительно к стальным несущим конструкциям различают три предельных состояния (ГОСТ 30247.0-94): потерю несущей способности (R), потерю целостности (Е) и потерю теплоизолирующей способности.
В соответствии с НПБ 236-97 (п. 6.4.8) и ГОСТ Р 532952009 для стальных конструкций в качестве предельного состояния принимается одно состояние — критическая температура стали, равная 500 °С, т.е. потеря теплоизолирующей способности.
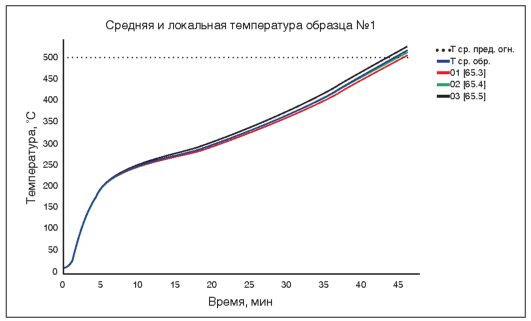
Рис. 1. Кинетика нагрева стальной колонны с покрытием № 5
При сертификации огнезащитных материалов огнезащитную эффективность определяют в натурных (стендовых) испытаниях по НПБ 236-97 (ГОСТ Р 53295-2009). Пожарный сертификат действителен в течение 3-х лет. В текущей работе (контроль крупных партий, периодический контроль) для определения огнезащитной эффективности вспенивающихся ЛКМ изготовители пользуются менее дорогими лабораторными методиками, основанными на инструкции.
Огнезащитную эффективность (предельное время огнезащиты) по этим методикам определяют в заданных условиях нагрева (в режиме так называемого стандартного пожара) как предельную по температуре точку, но при этом отслеживается полная кинетика нагрева защищаемого образца от комнатной до предельной температуры, т.е. получают полную термограмму нагрева. Как выглядит типичная термограмма нагрева стальной колонны, защищенной составом № 5, показано на рис. 2. При средней толщине сухого покрытия 1,03 мм предельное время составляет 45 минут.
Термограмма нагрева стальной колонны состоит из трех участков. На первом участке — от комнатной температуры до примерно 200 °С - скорость нагрева определяется теплопроводностью и толщиной исходного покрытия. Скорость нагрева на этом участке составляет порядка 60-100 °С/мин, протяженность участка — примерно 4 минуты. Второй участок нагрева (примерно от 200 до 380 °С) является областью эндотермических превращений и вспенивания, здесь скорость нагрева колонны достаточно низка и составляет обычно около 5 °С/мин, т.е. на порядок ниже, нежели на первом участке. Временная протяженность участка составляет порядка 25-30 минут. И, наконец, третий участок (от 350 до 500 °С), где термосопротивление, как и на первом участке, определяется только коэффициентом теплопроводности пенококса и его толщиной. Здесь скорость нагрева колонны обычно составляет около 10 °С/мин, а длительность — около 13 минут. Значения скорости нагрева и временной протяженности участков даны для достаточно эффективного покрытия толщиной 1 мм.
Полностью огнезащитную эффективность описывает совокупность характеристик покрытия и защищаемого изделия из четырех переменных параметров: предельной температуры, предельного времени, толщины покрытия (или удельного расхода краски), приведенной толщины металла (ПТМ).
Другой важный показатель — это толщинная огнезащитная эффективность. Из многочисленных лабораторных данных и натурных испытаний известно, что эмпирическая зависимость предельного времени от толщины вспенивающегося покрытия имеет вид параболы, т.е. предельное время возрастает с ростом толщины исходного покрытия в степени 1/2:
t(T) = т0 + ah1/2, где то — время нагрева металлического изделия без покрытия до температуры Т в минутах, h — толщина покрытия в мм, а — константа, которую можно назвать коэффициентом толщинной огнезащитной эффективности.
Наличие степенной зависимости для толщинной эффективности вспенивающихся ЛКП позволяет легко проконтролировать корректность данных при наличии хотя бы трех точек (трех значений толщины).
Типичные зависимости предельного времени от толщины покрытия (h) для шести различных материалов, включая ВУП-2, полученные на лабораторной установке, представлены на рис. 2. Кривая удовлетворительно описывается соотношением t = -2,43 + 26,21h1/2 для h больше 0,08 мм. Большая часть испытанных составов (Нуллифа-ер, Джокер, Протерм Стил, ВУП-2, Унитерм АДР, Унитерм АСР) лежит на этой кривой. Коэффициент толщиной огнезащитной эффективности для этих материалов лежит в пределах от 25,1 до 27,8 мин/мм1/2.
Наиболее эффективные огнезащитные материалы нашего времени, по-видимому, вплотную приблизились к физически возможному пределу огнезащитной эффективности для данного класса материалов, поэтому материалы с толщинной огнезащитной эффективностью более 30 мин/мм54(лабораторные условия определения) нуждаются в экспериментальной проверке.
Коэффициент вспенивания характеризует степень изменения объема покрытия при вспенивании. Большей степени вспенивания соответствует меньшая теплопроводность вспененного кокса (коэффициент теплопроводности уменьшается до 100 раз в зависимости от величины коэффициента вспенивания и увеличения толщины слоя). Коэффициент вспенивания обычно определяется как отношение толщины вспененного покрытия к толщине исходного покрытия. Коэффициент вспенивания может от продукта к продукту варьироваться в больших пределах. Как правило, низкоэффективные огнезащитные материалы имеют коэффициент вспенивания, равный нескольким единицам, высокоэффективные покрытия — десятки единиц (30...60).
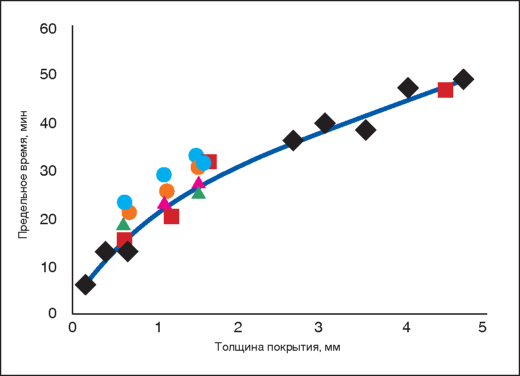
Рис. 2. Зависимость предельного времени от толщины различных вспенивающихся покрытий
ГДЕ МОЖНО ПРИМЕНЯТЬ ОГНЕЗАЩИТНЫЕ КРАСКИ?
Для каждого типа поверхности необходимо подбирать подходящий тип огнезащитной краски. Это требование продиктовано нормами пожарной безопасности.
1. Конструкции из бетона и железобетона. Бетон и железобетон не подвержены горению, но при воздействии на них прямого пламени они начинают разрушаться уже через 5 или 20 минут, в зависимости от интенсивности нагрева, а следовательно, применительно к бетонным и железобетонным конструкциям огнезащита необходима.
2. Стальные несущие конструкции зданий. Сталь тоже не горит, но при пожаре и тепловом воздействии сталь через 10-15 минут начинает терять свои прочностные характеристики, что может привести к обрушению конструкций, необходима надежная огнезащита.
3. Воздуховоды. Во время пожаров воздуховоды зачастую становятся основным путем, по которому распространяется пламя, поэтому их защита также необходима.
4. Огнезащита кровли. Зачастую для кровли используются битумные покрытия, которые хорошо горючи, поэтому кровля нуждается в эффективной огнезащите.
5. Оконные проемы в основном заполняются с использованием силиконового стекла. Данный материал не горюч, но он не оказывает сопротивления пламени, а следовательно, оконные проемы нуждаются в защите.
6. Деревянные несущие конструкции. Древесина является легкогорючим материалом, поэтому она особо нуждается в нанесении огнезащитных покрытий.
Вспучивающиеся покрытия обычно наносятся в виде краски, что требует соответствующей подготовки поверхности и грунтования. При подготовке поверхности сталь должна быть очищена до состояния Sa 2S согласно стандарту ISO 12944, профиль поверхности необходимо выдерживать в пределах 50-75 мкм. Можно наносить только грунтовку, подтвержденную производителем огнезащитного покрытия. Поверх грунтовки наносят огнезащиту специфицированной толщины. Если покрытие необходимо защитить от воздействия неблагоприятных факторов, а также придать нужный цвет, можно нанести верхнее финишное покрытие, также одобренное производителем огнезащитного покрытия. Все операции по подготовке поверхности, нанесению грунтовки, огнезащиты и финишного покрытия необходимо проводить в строгом соответствии с требованиями спецификации и технического описания на продукта.